<沈阳> 精密管结构管厂家支持大批量采购产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:沈阳<沈阳> 精密管结构管厂家支持大批量采购的图文介绍
在多年的 H型钢、生产经营实践中,我们公司逐渐形成了“诚信为本、关注用户、促进双赢”的经营理念。在这一理念的指导下,我们把“为用户提供优质 H型钢、产品与服务,不断提高用户满意度”做为公司的追求目标,为了接近和实现这一目标,恒永兴金属材料销售有限公司上下倾注了全部心血和精力,积j i在提高 H型钢、生产技术,提升 H型钢、产品档次,改善 H型钢、产品质量,降低 H型钢、产品成本等方面,进行着不懈的努力,收到了良好的成果。


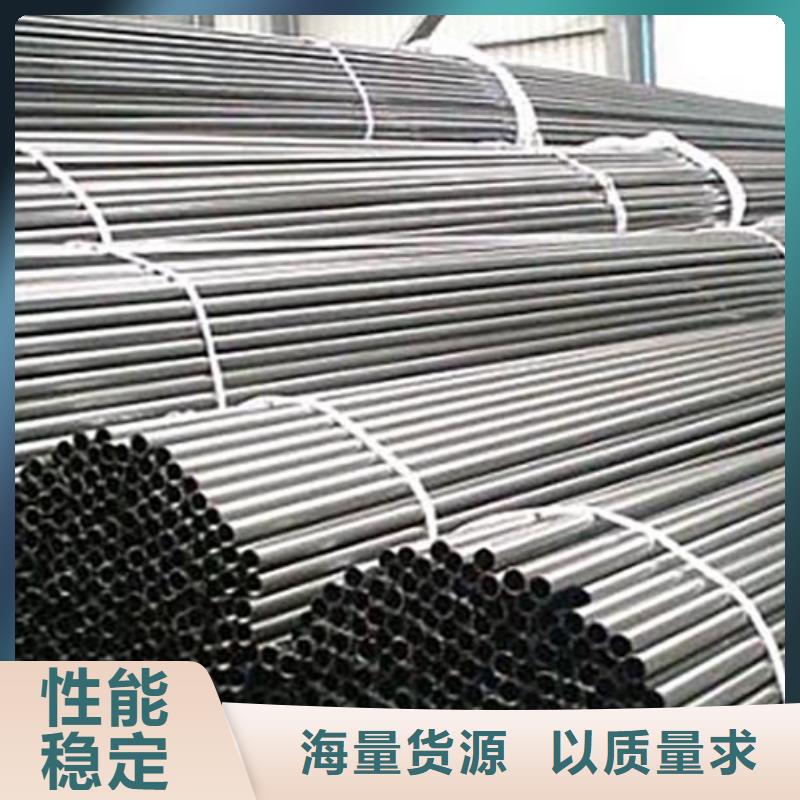
精密钢管众所周知用途是比较广泛的。但是它的生产工艺也是许多客户想了解的。下面小编就给大家简单介绍一下。精密管的主要生产程:管坯及坯加热、管坯的穿孔、钢管的延伸。精密管的轧制、钢管定径、钢管减径、钢管的冷却和精整或者可以说是钢胚的加热穿孔热扎酸洗冷拔碳烧切头喷标包装成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的最终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到最小。一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。精密管按外径和壁厚度供货,在同一外径下有多种壁厚,精密管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与精密管的最脆弱处,也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。在 次使用时一定要先试水压,检查是否有异状,如大肚子,爆管,漏剂,以上这些如果没发生就表示一切正常,如果有异常现象,这根精密管不能使用,并严禁使用,应该退回销售商或售货公司。精密管正常的工作压为:0――12000PSI为了施工者的安全严禁超过此范围,而且必须头戴安面具、全帽,以及安全工作服以防万一,因为每一种产品没有 性的安全,它牵涉到操作人员的技术、使用时间、产品的寿命,及机器的稳定性。一条精密管虽然没破并不代表它是好的,用久了,时间放长了,会老化,耐压性就会降低,当然安全性就降低了,那就该换新的。



很多朋友在使用精密钢管时会发现,钢管的表面有出现S形弯的情况,那么引起钢管出现S形弯的原因都有哪些呢?下面小编来为大家详细的介绍下。1、精密钢管穿孔管坯过长,为了顶头提高寿命,将内冷却水增大,但是毛管产生螺旋阴阳面,毛管表面红黑两种明显温度,就是产生螺旋外径大小。 在冷拔精轧机加工时,由于毛管表面温度红黑存在,钢性硬度不一致, 所在金属延伸时,产生不同步,黑色的壁厚厚,红包壁厚薄,黑色的外径小,红色的外径大。-般穿钢管下料09-1.0米,这样顶头内冷却水控制小点,有利毛管表面不容易阴阳面。2、穿孔机前台送料口(进口嘴)凄压紧,不能有摆动现象。管坯咬入后,管坯尾巴产生甩动,顶头居穿孔时,左右摇摆,产生毛管波浪高低不平,并且均匀度壁厚准,同样送料内径不太大,也会管坯尾巴产生甩动厉害,一般送料内径此管坯大15毫米, 这样管坯咬入时,管坯较为稳定。3、定心辊的调正,毛管接近 架定心辊时, 即将打开,从而毛管进入 架定心辊内, 接近定心辊及进入定心辊内,在这段时间很短的阶段,往往第二架定心将顶杆调正比较低时,毛管会产生顶头工作时不稳定(毛管接近 架定心辊时, 打开,毛管往下沉,进入定心辊内,毛管又往上升,这样一低一升,顶头这里也-低升,逐步毛管产生壁厚不均匀。4、精密钢管管坯断料与锯料I者有所不同。锯料没有压扁度,穿孔咬入准,头部壁厚匀度较好,断料压扁度大,有时壁厚负差大,而且往往产生咬入不良,精钢管管坯头部从而受轧辊内冷却水及页头的冷却水冲击,毛管头部一般产生严重阴阳面,而且精轧后,头部容易开裂。5、精密钢管顶头与毛管内壁间隙不能过小。过小,毛管容易产生麻花波浪高低不平,而且由于间隙较小,顶头喷水循环流动减慢,并且顶头损坏较快,一般40-6坯,顶头直径不小于毛管内径5-6毫米,有时顶头使用大-点,毛管外径可以适当大一点。



精密钢管的制造,需要将胚料送入熔炉内进行加热,温度在一千二百度左右。主要以氢气作为燃料,在加热过程中,炉内温度的控制是最为重要的部分,需要将温度控制在一个额定的范围内,这样才能保证制造出的精密钢管能够拥有更加稳定的物理性能。加热完成之后,需要通过喷水的方式来冷却,因为在冷却之后钢管就要被矫直了,这样就能看到精密钢管的基本雏形了,整个制造流程还是比较复杂的。目前在我国主要的精密钢管生产,主要集中在成都、河北、山东和江苏,在气动元件、汽车、石化、电力和船只等等领域中,都用途广泛。
钢管要是放着露天久了,或者有什么摩擦,不锈钢表面的氧化层就会损伤,然后在潮湿的空气环境下就会被氧化生锈。所以钢管要尽量放在密封的地方。但是精密钢管就具备得天独厚的优势,因为它的表面不易被氧化,这主要和组成精密钢管的原材料是分不开的。精密不锈钢管是靠其表面形成的一层极薄而坚固细密的稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入、继续氧化,而获得抗锈蚀的能力。精密钢管的表明渡化膜中耐腐蚀性比较弱的部分会因为自激反应形成点腐蚀反应,生产小小的孔,会和接近的氯离子容成很强的腐蚀性的溶液,加快腐蚀的速度。再加上不锈钢内部的晶间腐蚀开裂,都会对不锈钢板的表面的渡化膜进行破坏。因此,对精密钢管的表层要进行一定层次的清洁保养,来更好的延长精密钢管的使用寿命。



精密无缝钢管酸洗工艺:主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。为了消除硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。对精密无缝钢管表面进行除油、除锈,以便进行下道工序处理做准备。在生产过程中,酸洗过程就是为了去除表面氧化皮,后经过润滑处理,再进行拔制深加工。精密钢管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。






 扫一扫
扫一扫